Ormarić od pješčanog bata serije BHQ26 ručno
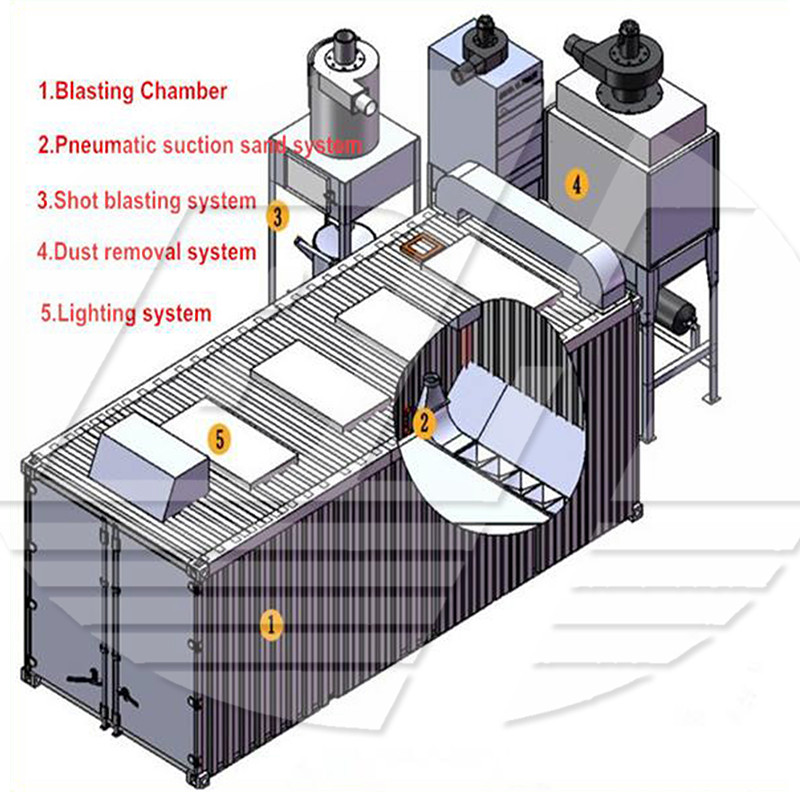
1. Što je kabinet za pjeskarenje
Neki ljudi također nazivaju strojeve za pjeskarenje, spremnik za pjeskarenje, prijenosni uređaj za pjeskarenje, otvoreni strojevi za pjeskarenje i tako dalje.Imena su različita, ali zapravo imaju isto značenje.Može raditi odvojeno, ali u većini slučajeva radi sa prostorijom za pjeskarenje.


Sastav ormarića za pjeskarenje ——
Općenito govoreći, sljedeće komponente:
1).spremnik za pjeskarenje:
Debljina čelične ploče koja se koristi za različite volumene spremnika i korijena stroja za pjeskarenje je različita.Što je veći volumen, to je deblja čelična ploča.To uglavnom određuje tvornica posuda pod tlakom prema stvarnom stanju.
Postoje dvije vrste pješčanog ventila i pješčanog ventila: ručni ili pneumatski.Ručno je potrebno ručno otvoriti pješčani ventil, a plin se automatski otvara plinom.
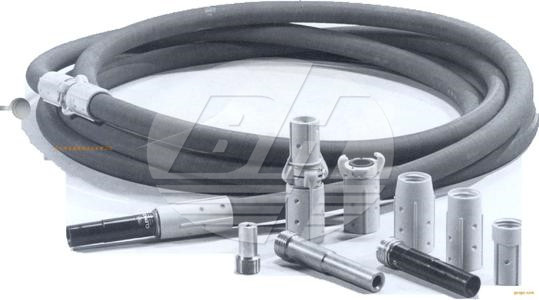
2).Cijev za pjeskarenje (standard je 10m/20m)
3).Sigurnosni ventil
Upotrebni tlak spremnika za pjeskarenje je općenito 8 kg.Uloga sigurnosnog ventila Kada tlak plina prijeđe 8 kg, automatski će se ispuhati.Kako bi zaštitili spremnik za pjeskarenje
4). Pištolj za pjeskarenje: Prema materijalu, može se podijeliti na karbid bora, legirani čelik, volfram karbid, željezo i tako dalje.
Najizdržljiviji je karbid bora, a vijek trajanja je općenito 500-700 sati.
Drugo, vijek trajanja volfram karbida i legiranog čelika je općenito 300-400 sati,
Željezo se može koristiti samo 10 sati, malo tko ga je koristio.
Elektronički upravljački sustav i ostale komponente.
2. Princip rada prijenosnog pjeskara
Princip rada stroja za pjeskarenje razlikuje se od stroja za pjeskarenje.Stroj za pjeskarenje koristi centrifugalnu silu za izvođenje sačmarenja.Stroj za pjeskarenje pokreće komprimirani zrak i raspršuje abrazivna sredstva (i metalni i nemetalni pijesak) na površinu obratka.Zbog utjecaja tlaka, abraziv u spremniku za pijesak prolazi kroz ventil za pijesak i cijev za pjeskarenje do pištolja za prskanje, a abraziv se izbacuje velikom brzinom, čime se mijenjaju mehanička svojstva vanjske površine površine obratka.Zbog utjecaja i reznog učinka abraziva na površinu obratka, za postizanje određenog stupnja čistoće i različite hrapavosti na površini obratka, poboljšati mehanička svojstva površine obratka, tako poboljšati otpornost na zamor obratka, povećati prionjivost između njega i premaza, te produžiti premaz. Trajnost filma također pogoduje izravnavanju i ukrašavanju premaza, uklanjanju nečistoća, buke i slojeva oksida na površini, uz hrapavost površine medija, uzrokujući zaostalo naprezanje na površini podloge i poboljšanje tvrdoće površine podloge.
3. Glavna specifikacija za prijenosni pješčanik
4. Gubitak snage spremnika za sačmarenje
1).Konfiguracija izvora zraka stroja za pjeskarenje je općenito 6m³/min (potrošnja zraka jednog pištolja za prskanje, ako je N, potrebna konfiguracija izvora zraka je N*6m³/min.
| Vrsta predmeta | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Volumen spremnika (m3) | 0.5 | 0.7 | 0,82 | ||
| Zračni tlak (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Emitirana doza (kalibar=φ10)(kg/h) | 1800-2280 (prikaz, stručni). | 1 pištolj | 1800-2280 (prikaz, stručni). | 1 pištolj | 1800-2280 (prikaz, stručni). |
| 2 puške | 3600-4560 (prikaz, stručni). | 2 puške | 3600-4560 (prikaz, stručni). | ||
| Potrošnja zraka (m3/min) | 6.1 | 1 pištolj | 6.0 | 1 pištolj | 6.0 |
| 2 puške | 12.0 | 2 puške | 12.0 | ||
| Duljina cijevi za pjeskarenje (mm) | 7000 | 7000 (2kom) | 7000 (2kom) | ||
| Kontrolni način | Daljinski upravljač | Daljinski upravljač | Daljinski upravljač | ||
| Dimenzija (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Težina (kg) | 396 | 500 | 690 | ||
2).Tlak zraka koji je potreban stroju za pjeskarenje je 0,5-0,6mpa (ako je tlak prenizak, pjeskarenje će biti slabo i učinak čišćenja će utjecati).
3).Količina pjeskarenja/sačmarenja po satu stroja za pjeskarenje je 1800-2100 kg.
4). Područje primjene pjeskarenja
a.Predobrada: svi tretmani pjeskarenjem prije prekrivanja, kao što su galvanizacija, bojanje, prskanje, itd., površina je apsolutno čista, a ujedno značajno poboljšava prionjivost i otpornost na koroziju pokrivnog sloja.
b.Prethodna obrada prije čišćenja površine dijelova: uklanjanje kamenca, ostaci i prljavština metalnih dijelova kao što su odljevci, dijelovi za štancanje, dijelovi za zavarivanje, dijelovi za toplinsku obradu;površinsko čišćenje nemetalnih proizvoda, uklanjanje crnih mrlja na površini keramičkih blankova i smanjenje uzorka boje itd.
c.Obnova starih dijelova: obnova i čišćenje svih pokretnih dijelova kao što su automobili, motocikli, elektromehanička oprema itd. Istovremeno eliminirati stres od zamora i produljiti vijek trajanja.
d.Završna obrada na površini izratka: svi metalni proizvodi i nemetalni proizvodi (plastika, kristal, staklo itd.) uklanjaju se površinski tragovi, a površinska obrada argonskom maglom čini površinu proizvoda nadogradnjom.
e.Obrada kalupa: površinska obrada površine kalupa argonom svjetlom maglom, grafička proizvodnja i čišćenje kalupa, da se ne ošteti površina kalupa, kako bi se osigurala točnost kalupa.
f.Tretman napuknuća: Strojno obrađeni dijelovi uklanjaju se s malim zarezima, a plastični dijelovi dijelova za injektiranje su eliminirani.
g.Prerada nepoželjnih proizvoda: uklanjanje neželjenog premaza proizvoda, uklanjanje nepoželjnih boja na površini i uklanjanje tiska.
h.Jačanje: povećati površinsku tvrdoću metalnih dijelova i eliminirati naprezanje, kao što je površinska obrada lopatica zrakoplova, opruga, alata za obradu i oružja.
i.Jetkanje i obrada protiv klizanja: jetkanje uzoraka, tekstualna i protuklizna obrada na površini metalnih proizvoda i nemetalnih proizvoda, kao što su: mramor, protuklizne ručke, brtve, natpisi stele itd.
j.Tretman traper odjeće: Traper odjeća je mat, bjelkasta i postignut je efekt mačjih brkova.
5. Prednosti ormara za pjeskarenje:
1).Metalni dijelovi stroja za pjeskarenje u osnovi nisu oštećeni, a točnost dimenzija se neće promijeniti;
2).Površina dijela nije kontaminirana, a abraziv neće kemijski reagirati s materijalom dijela;
3).Stroj za pjeskarenje lako se može nositi s nepristupačnim dijelovima kao što su žljebovi i udubljenja, a za korištenje se mogu odabrati različite veličine abraziva;
4).Troškovi obrade su uvelike smanjeni, uglavnom se ogleda u poboljšanju radne učinkovitosti stroja za pjeskarenje, koji može zadovoljiti različite zahtjeve za završnu obradu površine;
5).Niska potrošnja energije i niska cijena;
6).Stroj za pjeskarenje ne zagađuje okoliš, eliminirajući troškove obrade okoliša;